关键词 |
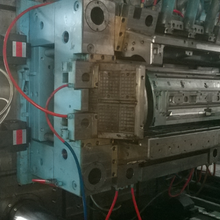
注塑机快速换模系统 |
面向地区 |
初期的迅速换模系统是机械旋拉式,该系统的特的地方是生产模型背部核心夹紧,适合使用于中小规模注塑机,其机械结构对于其它类型的来比显得稍微复杂,夹紧力在生产模型背板后部核心部位。所以它易于外部管路的插接却不适合在现存设施的运用安装,随着时间的推移。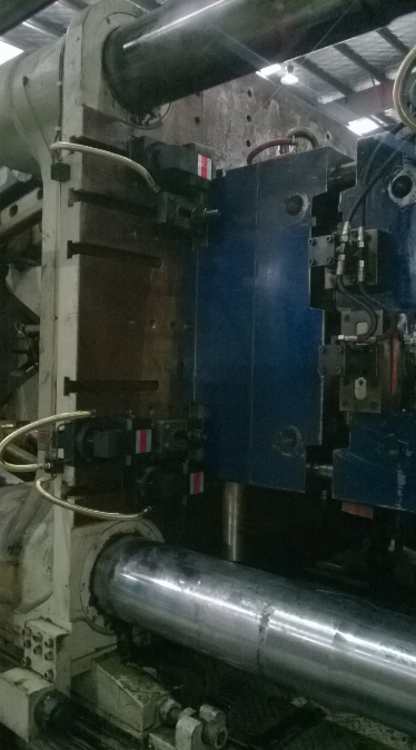
工厂的生产线当中,快有效的方式肯定就是流水线生产,然而我们要怎么改善流水线当中的操作流程,使之更加精简、更加有效、更加快速呢?这就少不了快速换模的帮助了。
想要进行换模,点需要注意的就是产品的生产至少要有三个以上的生产步骤,这样才能够进行相应的模型建立以及计算、精减,否则的话这一套换模系统也是没有太大用处的,大家要注意好这一点。
相关产品:冲床快速换模 , 快速换模系统 , 快速换模装置 , 快速换模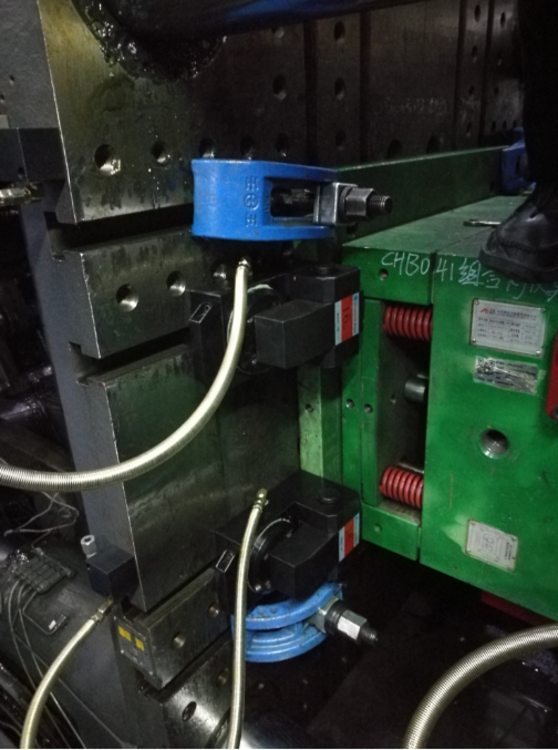
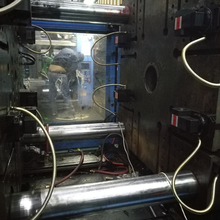
模具紧贴检测 换模状态下,动静模在合模加压状态,注塑机动静模板紧模到位后,才能进行充磁操作;此项联锁控制避免了模具与磁吸盘之间因存在异物或是间隙造成充磁强度不够,影响安全运行。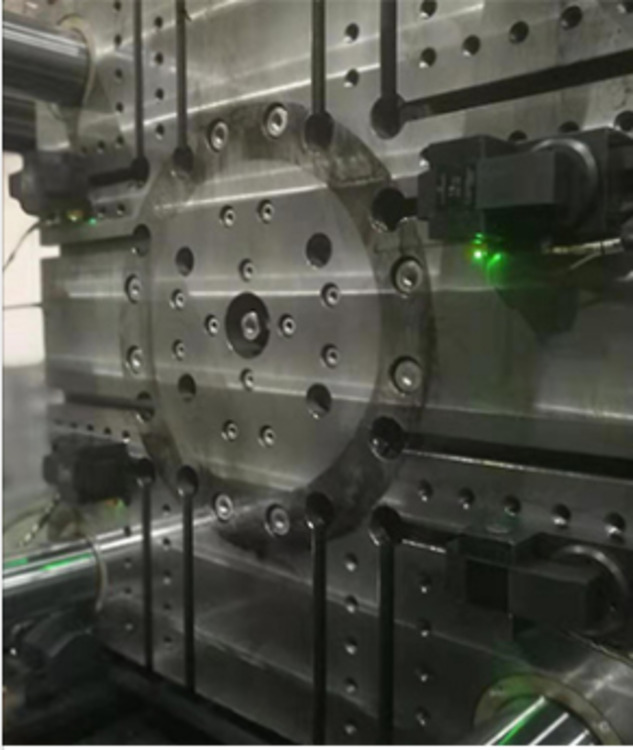
温度检测;温度检测用于防止电永磁吸盘因温度过高而退磁,造成磁吸盘吸力下降。当电永磁吸盘温度超过了设定的温度时,控制系统自动发出报警信号并停止注塑机的自动运行。目前技术可支持高200℃的模具温度,单价相对较高。
快速换模系统与注塑机系统联锁控制; 采用联锁控制,快速换模系统只有在各检测信号均正常,动静模均充磁成功后,并将钥匙开关旋转至注塑状态下,才允许注塑机的自动运行,任意一个故障信号出现或是切换至换模状态,都会及时停止注塑机的自动运行
钥匙开关控制;换模状态与注塑状态切换采用钥匙开关,退磁操作设计成“退磁+锁定”双按钮,两个按钮只有同时按下时,退磁操作才有效,防止误操作的产生,注塑状态下,充退磁操作完全无效。