





关键词 |
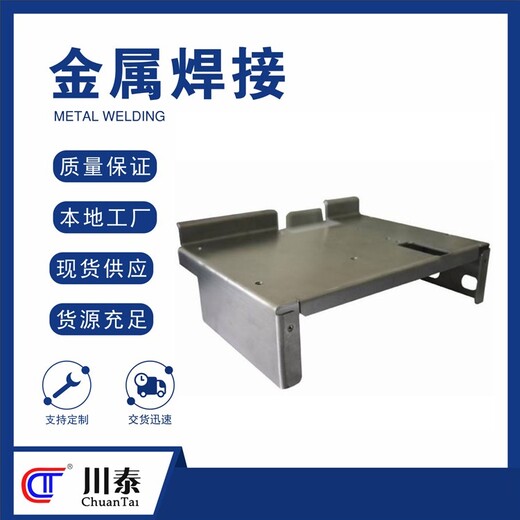
四川好用的金属焊接,金属焊接结构,重庆金属焊接,云南好用的金属焊接 |
面向地区 |
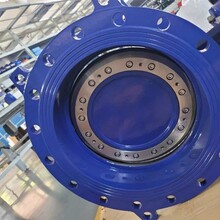
金属焊接的方法:
熔焊:这种在焊接中将接口加热到熔化状态中,不需要压力就能够完成焊接的方法。
压焊:这种方法就是在加压的条件,使两个工件实现了原子间的结合,人们又把这种称为固态焊接。
钎焊;将工件跟钎料加热到高出了钎料熔点,比工件熔点的温度低时,使用了液态钎焊把工作润湿,从而也就实现焊接的方法。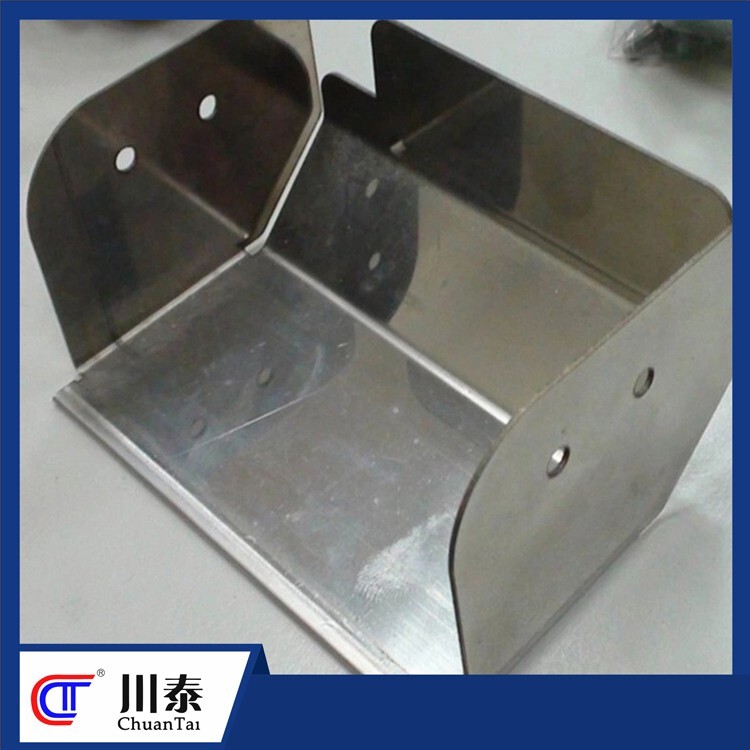
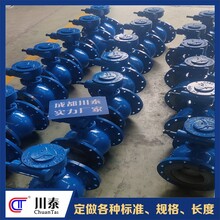
金属焊接焊口的位置要符合以下要求:
焊口应避开应力集中区,便于施焊、检验及热处理。
锅炉受热面管子焊口,其中心线距离管子弯曲起点或汽包、联箱外壁或支吊架边缘至少70,同根管子两个对接,焊口间距离不得小于150mm。
管道对接焊口,其中心线距离管子弯曲起点不小于管子外径,且不小于100mm(焊接、锻制成型管件除外),距支吊架边缘至少50mm,同管道两个对接焊口间距不得小于150mm,当管道公称直径大于500mm,同管道两个对接焊口间距离不得小于50mm。
金属焊接的时间:合金层厚度在2-5um结实,焊接时间过长,则焊接点上的焊剂完全挥发,就失去了助焊作用。合金层将加厚,使焊点变脆,变硬且易折断,光洁度变白,不发亮。焊接时间过短,则焊接点的温度达不到焊接温度达不到焊接温度,焊料不能充分熔化,容易造成虚假焊。同时,合金层过薄,使焊接变得力度不够。所以焊接时间应选择适当,一般应控制在2S-3S以内。