









福建双脉冲自动铝焊机电话
铝焊机
铝焊机是将铝及铝合金材料,通过加热或加压使其熔化达到结合的效果,在熔合过程中可采用焊丝或金属填充,也可采用两工件自熔,使两工件熔合处的分子相互渗透而形成性连接的工艺设备。
铝焊机的特点
铝焊机采用低电压大电流电能,将电能通过电弧瞬间转换为热能,采用高纯度氩气作为焊接时的保护气体,避免焊接时产生气孔、杂质,同时交流氩弧焊和MIG气保焊均具有一定的阴极清理功能,可以直接去除铝及铝合金上的氧化膜。因为铝焊机体积小,操作简单,使用方便,焊接,焊缝成形好,熔深大,能焊透铝及铝合金板达到的结合效果,且焊接强度同母材同等,密封性好,从而得到工业及生活各领域的广泛使用。
铝焊机在使用过程中会产生弧光,弧光中含有红外线、紫外线,同时也会产生金属蒸汽和烟尘等有害物质,钨极氩弧焊中的钨棒含有少量放射性元素,所以做足防护措施,另外由于采用氩气作为保护气体,不宜在有风的焊接场操作。
数字化自动化焊接
随着工业技术的发展,采用单片机、DSP、FPGA等数字化电焊机已相继成熟,通过点对点、总线结构实现焊接专机或者弧焊机器人自动焊接也相继运用到生产上,可以代替人工无法完成的高难度,高强度的自动焊接作业,同时数字化铝焊机支持网络远程监控、故障诊断;铝焊机的自动化在近几年也将得到广泛的推广与应用。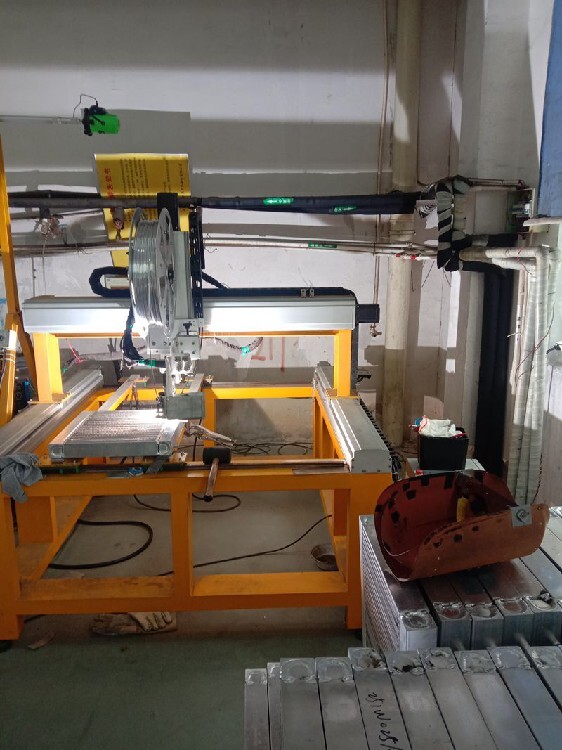
自动焊机(Automatic welding machine)是建立在电动机控制技术、单片机控制技术、PLC控制技术及数控制技术等基础上的一种自动焊接机器. 自动焊机主要由工件自动上料、下料机构,工件工位自动转换机构,工件自动装夹机构,以及工件焊接过程自动化系统,系统集成控制等组成。右图即为一套在流水线的热水器生产线自动焊机整体图,包括自动上下料、自动传送、自动装夹和焊接过程自动化等机构组成。
在自动焊机系统里,为了实现提高焊接效率,常常需要做成多工位自动焊接,主要包括上料位、装夹位、焊接位、冷却位或检测位、下料位,从而形成一整套自动化系统,一次性完成工件从装配,焊接,检测到输出的工作。
汽车推杆推板三工位自动焊机,有上料下料位,焊接位,检测位。 l 由焊接机器人组成的自动焊机系统里面,也常常采用双工位或者多工位焊接,在机器人的长臂覆盖范围内,可以从一个工位转换到另一工位,从而实现多工位焊接。 l 零部件的焊接工作,常常包括一条或多条焊缝,也常常包括多个零件组焊成一个零件。比如我们常用的热水器内胆,汽车贮气筒筒体等,包括钢板卷圆后的直缝焊接,两端封头与筒体的环缝焊接,出水嘴或出气嘴与筒体或端盖的环缝焊接,内胆或筒体的挂架焊接,组焊完成为一个零件,即热水器内胆或贮气筒。要实现每种焊接方式的自动完成,需要从一个工位自动转换到另一个工位,从而形成流水化生产作业,实现自动焊接。
1.铝合金压力容器 氩焊或钎焊后产生的气孔,如铝合金 冷凝器,散热器.蒸发器等.以及其它容器。
2.铝合金低压铸造件或压铸件的气孔.缩孔.沙眼等缺陷。如汽车.摩托车铝合金活塞,轮毂.缸盖
电焊机电缆的几个特性:
1、YH电缆是在低电压(较高电压为200V)大电流的条件下工作,要求具有一定耐性;
2、焊把线电缆长期允许工作温度不应超过65℃;
3、电机引接线电缆频繁地移动,扭绕和施放,要求柔软,弯曲性能好;
4、在施放中易受到尖锐钢铁构件的刮、擦,故要求电缆绝缘抗撕、耐磨等机械性能好;
5、使用环境条件复杂,如日晒、水沸、接触泥水、机油、酸碱液体等,要求有一定的耐气候性和耐油、耐溶剂性;
6、有时会碰到热焊件,要求耐热变形性好;
7、经常移动,要求外径小,重量轻。由于对此种电缆电性能要求不高,且使用环境条件复杂,在结构上要求满足各种复杂的环境因素是不适宜的。使用时注意改善使用条件,防止外来破坏;
管板自动焊机先胀后焊工艺的应用分析
先胀后焊工艺的优点及应用
①强度胀+密封焊时,由于密封焊仅能起辅助性止漏作用,而先胀后焊则可以在焊接前进行胀接后的强度试验(水压试验),因而了胀接连接的可靠性。
②先胀后焊使管子与管板的连接可以避免产生焊接裂纹。特别是在管子、管板材料差异较大的情况下,采用先胀后焊的方法亦可较好地其焊接质量。
③小管径采用胀后焊接可以提高其连接接头的抗疲劳性能。
④焊接在胀管后进行,避免了胀接力对焊缝破坏的可能性,可以实现管板厚度内的全程胀管,有效地利用了管板的设计厚度。
先胀后焊工艺的缺点分析
先胀后焊时,由于胀接时的润滑油难于用经济的方法进行清洗,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中,特别是进行氩弧焊的密封焊时,收弧封口处往往出现气孔,影响焊缝质量,因此一般应避免采用有机润滑剂,而用二硫化钼加水等无机润滑剂。随着橡胶胀管新技术的应用,先胀后焊工艺的应用亦日趋广泛。橡胶胀管新技术是一种以液压为动力,以橡胶为胀管媒介体的胀管工具。利用此工具,先胀后焊可以顺利进行,不必使用任何润滑剂,不存在油污染和铁离子污染,能保持接头的清洁和干燥,胀接后可立即进行管口的焊接作业。
橡胶胀管压力在400MPa以下可随意调节,即可用于强度胀也可用胀接,尤其适用于定位胀。接头连接的松紧程度很容易通过调节胀管压力来控制。因此,焊接过程中生成的气体可以通过接头的空隙释放。另外,胀管后管子扩大与管板孔相贴合,管孔变得很圆整,管子与管板孔同心,原有装配间隙基本消除,给焊接创造了十分良好的条件,同时,管口扩大,让胀管容易插入管孔中,亦便于焊后的胀管。















